Монтаж подшипников с помощью нагрева.
В тех случаях, когда установка подшипников в холодном состоянии невозможна, или, когда метод впрыска масла не подходит, можно использовать нагрев подшипника или его посадочного кольца.
Этот метод широко используется для установки крупногабаритных подшипников и других деталей машин, так как усилие, требуемое для монтажа, значительно возрастает по мере увеличения габаритов детали.
При нагреве подшипниковых колец, они расширяются в соответствии с коэффициентом теплового расширения. Диаметр увеличивается, что облегчает установку подшипника. Сразу после того, как кольцо сядет на сравнительно холодное седло вала, оно сжимается до своего правильного диаметра, охлаждаясь до температуры окружающей среды.
Следующие методы и процедуры для установки подшипников качения путем нагревания также являются удовлетворительными методами и для других деталей машин, таких как зубчатые колеса, втулки или диски.
Требуется тепло.
Количество тепла, требуемое для определенного применения, зависит от фактического размера кольца и посадки вала. Обычно нагрева опорных колец до температуры от 90°С до 110°С достаточно для простой установки.Заметка:
При нагреве подшипников качения есть несколько основных правил, которые необходимо строго соблюдать:
- A) Никогда не нагревайте стандартные подшипники качения выше 120°C!
- Б) Герметичные или экранированные подшипники (например, подшипники с суффиксом RS, 2RS, 2Z, 2LS, LFS, 2LFS, ...) никогда не должны нагреваться с помощью масляных ванн и конфорки, соответственно!
- В) При нагреве подшипников всегда необходимо обеспечить эффективное регулирование температуры для защиты колец подшипников от чрезмерного нагрева.
Важно:
Никогда не нагревайте подшипники качения или отдельные кольца подшипников непосредственно с помощью открытого пламени, дуговых и сварочных горелок или паяльников.

Даже с особой осторожностью невозможно точно контролировать температуру подшипника или кольца, и поэтому локализованный перегрев никогда не может быть исключен.
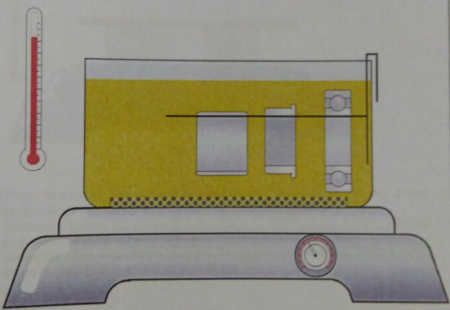
H1) Нагревание в масляной ванне:
Подшипники размещаются в масляной ванне и нагреваются до требуемой температуры монтажа.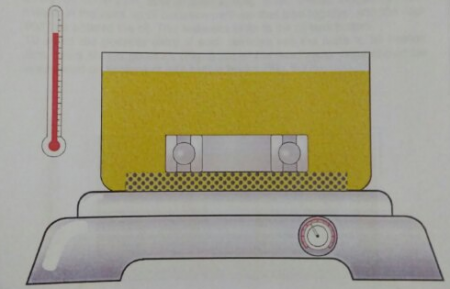
Это очень равномерный нагрев подлежащих монтажу деталей и он позволяет удерживать детали при определенных регулируемых температурах с помощью термостата.
При применении метода нагревания с помощью масляной ванны необходимо внимательно рассмотреть некоторые моменты:
- Должны быть использованы долговечные, жидкие машинные масла.
- Используйте только сорт масла, который имеет температуру воспламенения выше 250°C.
- Датчик для эффективного контроля температуры масла имеет первостепенное значение и его нужно иметь в первую очередь.
- Если масляная ванна не используется в течение длительного времени, то масляный бак должен быть закрыт, чтобы предотвратить попадание загрязнений в масло.
Любое масло подвергается ускоренному старению при частом нагревании. Это приводит к накоплению окисляющих частиц, которые связываются вместе с пылью, попавшей в масло. Этот осадок опускается на дно нефтяного резервуара.Во избежание возможного попадания таких частиц в нагреваемые детали следует использовать фильтры, или подшипники и кольца должны быть подвешены с помощью простых крючков.
H2) Горячие плиты и нагревательные боксы.
При установке большого количества малых или средних подшипников можно использовать нагревательные плиты или нагревательные боксы. В любом случае контроль температуры снова имеет первостепенное значение. В зависимости от их размеров нагревательные камеры могут также использоваться для нагрева небольших, а также средних корпусов или других частей машины.
Эти нагревательные плиты также требуют регулировки температуры или, по меньшей мере, фактическая температура нагретой части должна быть тщательно проверена.Оптимальными устройствами для монтажа подшипников являются специальные нагревательные плиты, которые обеспечивают выбор и контроль температуры.Как правило, в их комплекте должна быть крышка для защиты подшипников от быстрого охлаждения и обеспечения равномерного нагрева.
H3) Термокольца.
Другим вспомогательным устройством для установки отдельных игольчатых, роликовых или цилиндрических подшипников являются, так называемые, термокольца.Термокольца - это прорезиненные кольца из твердого алюминия с изолированными ручками.Диаметр отверстия термоколец регулируется по диаметру кольцевого канала, который должен быть нагрет.
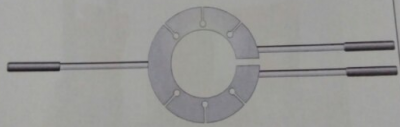
Обычно эти кольца предназначены для установки подшипников и могут быть очень полезными для снятия прессованных или замятых подшипников.При применении метода с термокольцами необходимо правильно смазать кольца машинным маслом.
Нагреваемое термокольцо должно быть окружено подшипниковым кольцом и зажато рукоятками.
Подшипниковое кольцо расширяется за счет передачи тепла и, следовательно, обеспечивает простой монтаж даже при плотных посадках.
Кольцо подшипника должно плотно удерживаться на контактной поверхности до полного остывания.
Это охлаждение произойдет очень быстро из-за сравнительно холодного вала.Термокольцо, однако, следует снимать только тогда, когда опорное кольцо плотно сидит на своем месте.
Опыт в регулировки температуры нагрева термоколец или продолжительности нагрева должен быть получен практикой, поскольку на эти параметры влияют отдельные эксплуатационные условия, такие как выбор кольца, масса валов и колец и т.д.
H4) Индукционный нагрев.
Индукционные нагреватели являются оптимальными для установки массового производства (например, редукторов, тормозных дисков, электродвигателей и т.д.), когда применяются жесткие или наложенные друг на друга посадки. Кроме того, они очень эффективны для использования обслуживающим и ремонтным персоналом (например, мотоперемотчиками).
Для этого метода, детали, подлежащие установке, нагреваются до необходимой температуры с использованием эффекта деления. Этот метод, как доказано, подходит для всех типов подшипников качения и является экономичным и быстрым.Нагреватель должен отвечать следующим минимальным требованиям:
- автоматическое размагничивание после нагрева
- возможность выбора температуры
- автоматический контроль температуры
В более современных конструкциях нагрев может контролироваться либо путем выбора температуры, либо по времени / длительности нагрева детали.В зависимости от конкретного изготовителя базовое оборудование может отличаться. Для оптимального использования индукционных нагревателей рекомендуется использовать несколько хомутов с различным поперечным сечением.В некоторых типах индукционных нагревателей имеются хомуты, которые позволяют им раскачиваться вбок для легкого доступа. Эта конструктивная особенность обеспечивает очень простой способ работы с нагретыми деталями.
Предупреждение:
Все типы индукционных нагревателей создают очень сильное магнитное поле. Внимательно ознакомьтесь с инструкцией по эксплуатации и рассмотрите рекомендации и инструкции по технике безопасности, предоставленные поставщиком оборудования для индукционного нагрева. Никогда не используйте индуктивно действующее оборудование, если у вас есть кардиостимулятор!
Всегда надевайте защитные перчатки при работе с индукционными нагревателями.Чтобы установить нагретые детали, аккуратно и плавно поместите их на сиденье до и против опорной поверхности или плеча, плотно прижмите деталь к контактной поверхности до тех пор, пока она не остынет до температуры окружающей среды. Это важно для правильного позиционирования подшипника.
Крепление подобранных подшипников.
Несколько типов подшипников, таких как конические роликоподшипники и радиально-упорные шарикоподшипники, используются парами.Эти установленные подшипниковые узлы (например, узлы конических роликоподшипников или комплекты шпиндельных подшипников), как правило, точно соответствуют стандартам изготовителя для обеспечения быстрого и простого монтажа, что позволяет избежать трудоемкой и умелой регулировки требуемого зазора или предварительной нагрузки.При использовании одинарного подшипника или подшипника универсальной согласованной конструкции необходимо отрегулировать требуемый зазор или предварительную нагрузку во время монтажа в соответствии с индивидуальным применением и положением подшипника.Значения для отдельного зазора подшипника или преднатяга определяются либо по проекту, либо в случае работ по техническому обслуживанию в соответствующих руководствах по машинам.
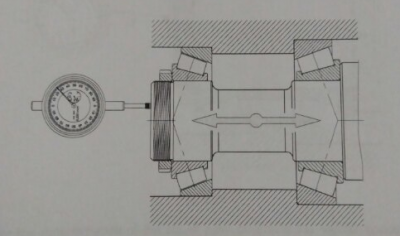
В этом примере осевой зазор регулируется с помощью стопорной гайки.Перед регулировкой подшипника рекомендуется несколько раз вращать вал вручную, чтобы конические ролики правильно расположились на суставных ребрах внутреннего кольца.Для измерения фактического осевого зазора вал должен перемещаться от одного края хода к другому (то есть принимать крайние значения).
Альтернативный способ достижения необходимой регулировки узла подшипника - использование калиброванных главных распорок.
Эти прокладки имеют заданную ширину, которая при установке между соответствующими подшипниками определяет правильный осевой зазор.
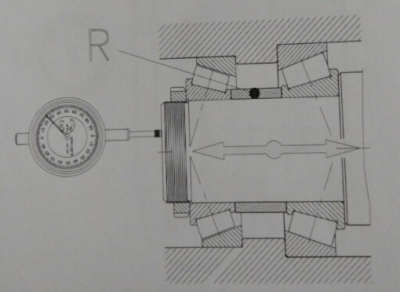
После определения фактического осевого зазора главный распорный элемент снимается и заменяется соответствующей распорной деталью «R», чтобы стать частью подшипникового узла.
В случае установленных лицом к лицу подшипников и свободного корпуса, осевой люфт может регулироваться с помощью регулировочных прокладок.
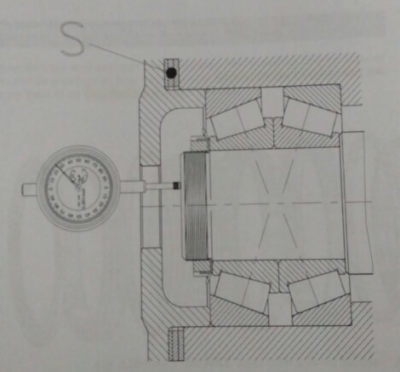
На начальном этапе измерения ширина требуемых регулировочных прокладок (S) должна быть выбрана больше, чем измеренная ширина осевого зазора.
Для объемного монтажа используются другие процедуры и методы, такие как регулировка или предварительная нагрузка подшипников, путем оценки угла поворота ключа, используемого для затягивания контргайки динамометрическим ключом.
В некоторых случаях момент трения подшипникового узла используется в качестве индикатора определенного условия предварительной нагрузки.
Все используемые методы определяют оптимальные значения эмпирически, это означает, что необходимы расширенные испытания.
Установка многорядных подшипников.
Особое внимание следует уделять при установке подшипниковых узлов или многорядных подшипников, поскольку они могут состоять из нескольких отдельных компонентов, которые, возможно, придется устанавливать отдельно.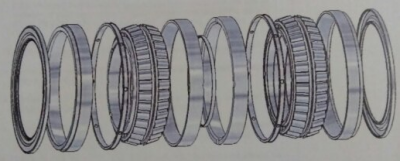
В дополнение к общим указаниям и рекомендациям, изложенным ранее, для отдельных подшипников, или в случае комплектных подшипников и разделимых компонентов подшипника может потребоваться определенная последовательность монтажа.Например, четырехрядный конический роликоподшипник NKE имеет кольца, которые были подобраны индивидуально. Поэтому во избежание возможной путаницы при монтаже, ни при каких обстоятельствах обычные подшипники или подшипники с разделяемыми частями не должны быть размещены вместе или смешаны.
Обычно для облегчения, или устранения смешивания частей подшипников они протравливаются или маркируются, особенно в случае конических роликовых подшипников, когда каждая отдельная разделительная деталь четко обозначена.
Смазка подшипников.
Во многих подшипниковых узлах, контактирующих с консистентной смазкой, их смазка практически невозможна после установки подшипников.Поэтому смазочную смесь необходимо наносить перед тем, как вставить подшипники в их кожухи.Заметка:
После частых контактов многие люди имеют аллергическую реакцию на минеральные масла или смазки. Пожалуйста, всегда надевайте защитную одежду и защитные перчатки при работе со смазочными материалами и избегайте чрезмерного контакта с кожей.
При смазке подшипников качения следует учитывать некоторые основные правила:
- Удаляйте подшипник из упаковки только непосредственно перед монтажом.
- Перед монтажом перемещайте подшипники как можно меньше, чтобы защитить смазанные подшипники от загрязнения.
- При использовании синтетических специальных смазочных материалов подшипники следует тщательно промыть перед смазкой и монтажом.
- Для очистки подшипников от их консервации следует использовать подходящие чистящие средства, такие как бензин или керосин.
- Синтетические смазочные материалы используются при высоких или экстремально низких температурах, соответственно.
- Как правило, консервирующий агент, который прилипает к отверстию подшипника и наружному диаметру, должен быть удален перед монтажом. Для его удаления рекомендуется использовать чистую низко-волокнистую ткань или бумагу. Никогда не используйте хлопок или шерсть.
Заметка:
Сам консервант не является смазывающим веществом и поэтому не проявляет смазочных свойств.
- Подшипники, которые уже смазаны, должны быть тщательно защищены до монтажа. Предлагается использовать полиэтиленовую пленку для защиты подшипников от различных загрязнений.
- Указанные смазочные материалы должны всегда храниться в закрытых контейнерах во избежание загрязнения инородными материалами.
- Ёмкости для смазки должны быть немедленно закрыты после смазывания.
- Перед нанесением смазки следует всегда проверять ее состояние – и уделять особое внимание наличию загрязнений, воды или признаков старения.
- Имейте в виду, что использование старых или загрязненных смазочных материалов может привести к преждевременным отказам подшипников.
Объем наносимой смазочной смеси зависит главным образом от рабочей скорости подшипника.Для общего применения в каждом случае свободное пространство внутри подшипника должно быть полностью заполнено смазкой.Объем смазки, наносимый на полости подшипника, должен определяться с использованием рекомендаций.
При очень тяжелых рабочих условиях подшипники (например, для канатных дорог, шкивов крана и т.д.), которые работают на очень низких скоростях, могут быть полностью заполнены смазкой для устранения образования конденсата воды.
Особую осторожность следует проявлять при работе со смазочными материалами, поскольку мелкие частицы (например, пыль, песчинки, мелкие стружки и т.д.) будут прилипать к смазанным поверхностям.Все загрязнения, которые удерживаются смазкой, будут находиться непосредственно в подшипниках, наиболее чувствительных к растрескиванию.
Установка уплотнений.
При завершении монтажа подшипников и связанных с ними деталей часто приходится устанавливать уплотнения.Контактные уплотнения (то есть кольца O) или радиальные сальники трудно поддаются из-за относительно высокого трения между синтетическим каучуком (NRB) и сталью.Вот почему сухой монтаж таких уплотнений может привести к трещинам на чувствительных уплотнительных губах. Этот вопрос легко решается путем легкого смазывания уплотнительных поверхностей машинным маслом или стандартной смазкой подшипников перед установкой.Многие конструкции контактных уплотнений, такие как сдвоенные уплотнения, применяемые в корпусах сплит-модулей, требуют смазки для заполнения всего свободного пространства между их уплотнительными губами для достижения оптимальных характеристик уплотнения.Смазка прокладочного уплотнения уменьшает трение во время первоначального вращения подшипника (то есть запуска).
Ввод в эксплуатацию подшипникового узла.
Перед вводом в эксплуатацию подшипника рекомендуется повернуть вал несколько раз вручную, насколько это возможно, чтобы обеспечить плавный и свободный ход.Если планируется консистентная смазка, то смазывание, должно быть завершено после сборки всего подшипникового узла, но до монтажа корпуса, торцевых заглушек и т.д.В случае масляной смазки машина должна быть полностью оборудована всеми связанными с ней деталями машины и уплотнениями перед нанесением смазочного масла в соответствии с инструкциями изготовителя.
В некоторых случаях может потребоваться очистка трубопроводов подачи масла с помощью промывочного масла.Соответствующую информацию можно найти в руководствах по техническому обслуживанию или инструкциях по монтажу на конкретной машине.
Заметка:
В случае смазки маслом необходимо обеспечить достаточную подачу масла к подшипникам перед вращением подшипников или будет неизбежно повреждение вследствие недостаточности смазки при первом запуске.Таким образом, циркуляция масла должна начинаться до вращения валов.
В течение периода запуска скорость должна увеличиваться медленно до прогнозируемой рабочей скорости.
Каждый подшипник требует начального периода обкатки.
В течение этого периода микро шероховатость дорожки качения подшипников сглаживается.
Этот процесс обкатки может сопровождаться кратковременным увеличением шума при работе и несколько более высокой рабочей температурой (особенно при установке подшипника с консистентной смазкой).
Продолжительность периода запуска может варьироваться в зависимости от конкретного приложения от нескольких часов работы до максимум 48 часов.После этого рабочий шум должен уменьшиться до нормального уровня и рабочая температура тоже, до так называемой температуры выдержки.
Поскольку величина температуры выдержки определяется рядом влияющих факторов, нет общего правила или формулы, которые следует применять.
Практический опыт, накопленный в тех или иных ситуациях, может быть использован в качестве основы для оценки фактического состояния подшипника.
В каждом случае положения подшипников должны быть тщательно проверены на рабочую температуру, шум при запуске.Высокие температуры или повышенный шум при работе могут указывать на некоторую несоосность подшипника или загрязнение внутри подшипников, внутри смазки, и воздействие на соседние детали.
В случае каких-либо сомнений необходимо тщательно перепроверить все расположения подшипников.
Было доказано, что обширная перепроверка всегда дешевле любого дефекта подшипника.
Контроль состояния.
Подшипники качения во многих случаях являются важными частями машины или завода и жизненно важны.Обычно подшипники качения являются чрезвычайно надежными, хотя они не имеют неопределенного срока службы.Для важных случаев и компоновки может быть разумным включить функцию мониторинга состояния подшипников на этапе проектирования.Такой мониторинг значительно повышает эксплуатационную безопасность установки, предоставляя возможность профилактического обслуживания путем выявления потенциальных источников отказа на самых ранних стадиях.
Однако решение по эффективному контролю за положением подшипников зависит от важности индивидуального расположения подшипника и простого анализа затрат.
Мониторинг подшипников может быть успешно выполнен с использованием очень простых методов, таких как регулярная запись рабочего режима и рабочей температуры, выполняемая опытным персоналом, который вручную определяет и подтверждает «нормальные» условия работы без какого-либо сложного измерительного оборудования.
Более надежным методом является постоянный контроль определенных параметров, таких как рабочая температура или уровни шумовых вибраций.
Существует также несколько комплексных систем мониторинга, которые обеспечивают непрерывный мониторинг и автоматическую оценку данных в режиме онлайн.
Такое оборудование и системы основаны на обнаружении изменений вибрационной характеристики подшипников качения, которые могут указывать на изменение их условий эксплуатации.
Подавляющее большинство всех подшипников качения состоит из наружного, внутреннего кольца, набора элементов качения и сепаратора (то есть фиксатора). В большинстве случаев внутреннее кольцо с сепаратором и элементами качения вращается, в то время как наружное кольцо подшипника неподвижно.
В нагруженных канавках подшипников так называемых «зонах нагрузки» возникают сдвиговые напряжения из-за нагрузки элементами качения.
Это непрерывное изменение между нагруженным и ненагруженным состоянием в зоне нагрузки вызывает процесс усталости материала кольца, что приводит к развитию микротрещин под поверхностью кольца в течение времени.
Это приводит к излому материала с дорожек качения несущего кольца.
Этот естественное явление, известное как «усталостная долговечность», было широко исследовано в течение нескольких лет и является базой для стандартизованной системы расчета показателей износа подшипников.Когда в загруженную зону вращающегося подшипника качения попадают посторонние частицы или отслаивающиеся частицы кольцевого материала, происходят некоторые колебания.Таким образом, изменение уровней вибрации может привести к возникновению неисправности подшипника.
